
CNC machining: The brief introduction and engineering guide.
Ready to get your parts machined?

Part 1
The Basics
What is CNC machining? What are the different types of CNC machines? How do they work?
In this section, we answer all these questions and we compare CNC machining to other manufacturing technologies to help you find the best solution for your application.
What is CNC machining?
CNC (Computer Numerical Control) machining is a subtractive manufacturing technology: parts are created by removing material from a solid block (called the blank or the workpiece) using a variety of cutting tools.
This is a fundamentally different way of manufacturing compared to additive (3D printing) or formative (Injection Molding) technologies. The material removal mechanisms have significant implications on the benefits, limitations and design restrictions of CNC. More on this below.
CNC machining is a digital manufacturing technology: it produces high-accuracy parts with excellent physical properties directly from a CAD file. Due to the high level of automation, CNC is price-competitive for both one-off custom parts and medium-volume productions.
Almost every material can be CNC machined. The most common examples include metals (aluminum and steel alloys, brass etc) and plastics (ABS, Delrin, Nylon etc). Foam, composites and wood can also be machined.
The basic CNC process can be broken down into 3 steps. The engineer first designs the CAD model of the part. The machinist then turns the CAD file into a CNC program (G-code) and sets up the machine. Finally, the CNC system executes all machining operations with little supervision, removing material and creating the part.
Types of CNC machines
In this guide, we will focus on CNC machines that remove material using cutting tools. These are the most common and have the widest range of applications. Other CNC machines include laser cutters, plasma cutters and EDM machines.
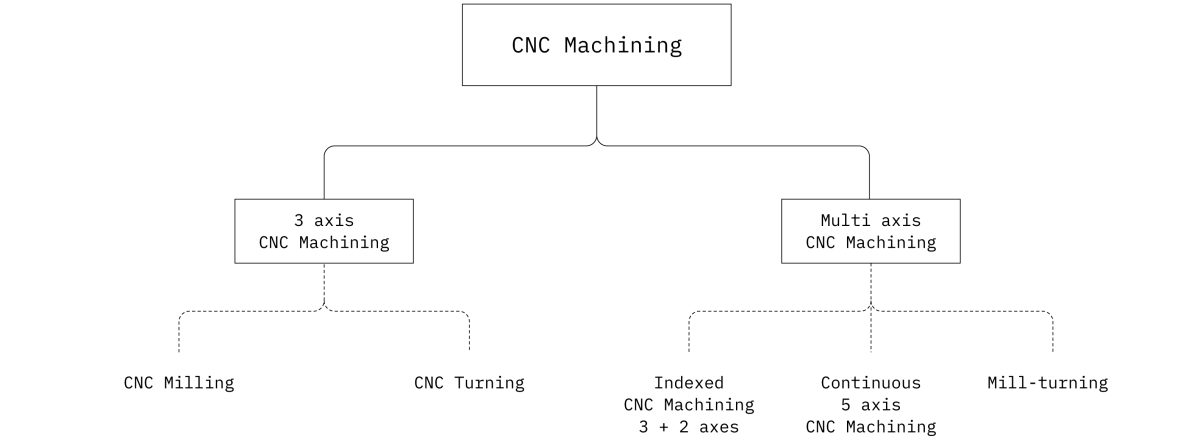
3-axis CNC machines
CNC milling and CNC turning machines are examples of 3-axis CNC systems. These “basic” machines allow the movement of the cutting tool in three linear axes relative to the workpiece (left-right, back-forth and up-down).
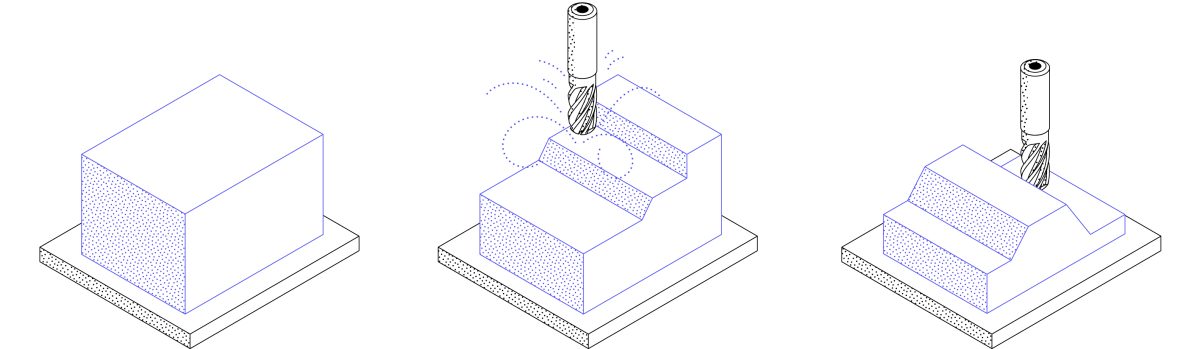
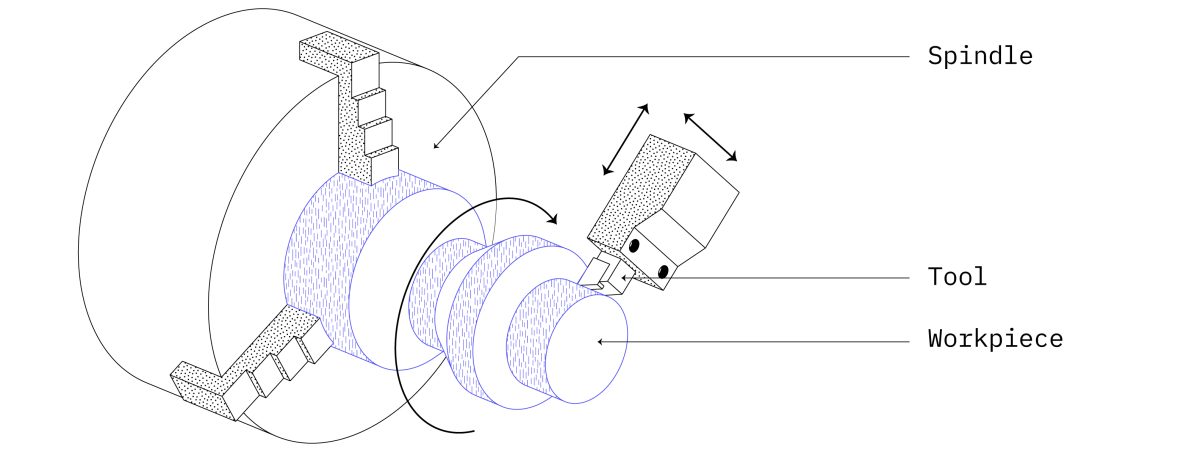
CNC milling
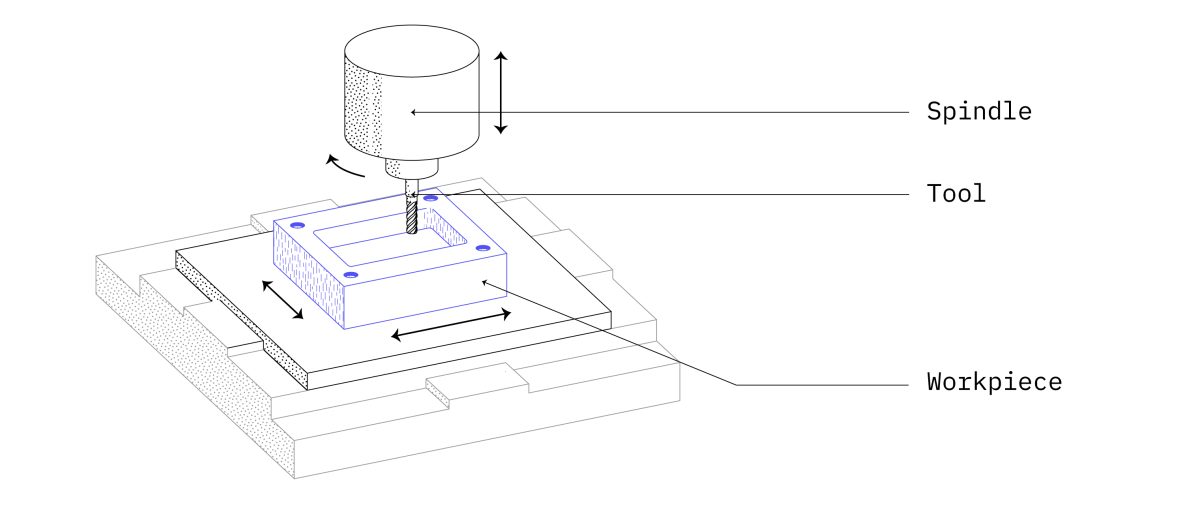
- The workpiece is held stationary directly on the machine bed or in a vice.
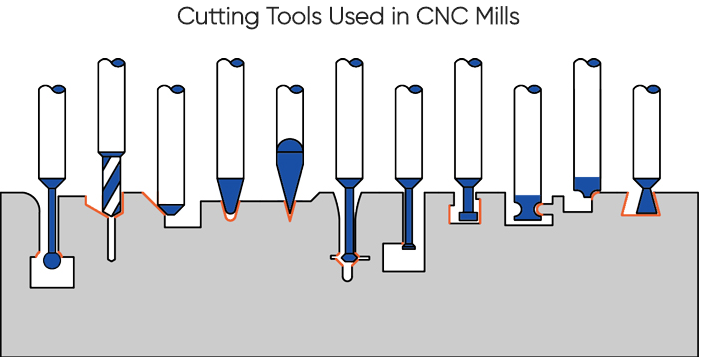
- Material is removed from the workpiece using cutting tools or drills that rotate at high speed.
- The tools are attached to a spindle, which can move along three linear axis.
3-axis CNC milling machines are very common, as they can be used to produce most common geometries. They relatively easy to program and operate, so start-up machining costs are relatively low.
Tool access can be a design restriction in CNC milling. As there are only three axes to work with, certain areas might be impossible to reach. This is not a big issue if the workpiece needs to be rotated just once, but if multiple rotations are needed the labor and machining costs increase fast.
CNC turning (lathes)
CNC lathes are extensively used, because they can produce parts at a much higher rate and at a lower cost per unit than CNC mills. This is especially relevant for larger volumes.
The main design restriction of CNC lathes is that they can only produce parts with a cylindrical profile (think screws or washers). To overcome this limitation, features of the part are often CNC milled in a separate machining step. Alternatively, 5-axis mill-turning CNC centers can be used to produce the same geometry in one step.
5-axis CNC machining
Multi-axis CNC machining centers come in three variations: 5-axis indexed CNC milling, continuous 5-axis CNC milling and mill-turning centers with live tooling.
These systems are essentially milling machines or lathes enhanced with additional degrees of freedom. For example, 5-axis CNC milling centers allow the rotation of the machine bed or the toolhead (or both) in addition to the three linear axes of movement.
The advanced capabilities of these machines come at an increased cost. They require both specialized machinery and also operators with expert knowledge. For highly complex or topology optimized metal parts, 3D printing is usually a more suitable option though.
Indexed 5-axis CNC milling
Indexed 5-axis CNC milling systems are also known as 3+2 CNC milling machines, since they are using the two additional degrees of freedom only between machining operations to rotate the workpiece.
The key benefit of these systems is that they eliminate the need of manually repositioning the workpiece. This way parts with more complex geometries can be manufactured faster and at higher accuracy than in a 3-axis CNC mill. They lack though the true freeform capabilities of continuous 5-axis CNC machines.
Continuous 5-axis CNC milling
Continuous 5-axis CNC milling systems have a similar machine architecture to indexed 5-axis CNC milling machines. They allow, however, for the movement of all five axes at the same time during all machining operations.
This way, it is possible to produce parts with complex, ‘organic’ geometries that cannot be manufactured at the achieved level of accuracy with any other technology. These advanced capabilities come of course at a high cost, as both expensive machinery and highly-trained machinists are needed.
Mill-turning CNC centers
Mill-turning CNC centers are essentially CNC lathe machines equipped with CNC milling tools. A variation of the mill-turning centers are swiss-style lathes, which have typically higher precession.
Mill-turning systems take advantage of both the high productivity of CNC turning and the geometric flexibility of CNC milling. They are ideal for manufacturing parts with 'loose' rotational symmetry (think camshafts and centrifugal impellers) at a much lower cost than other 5-axis CNC machining systems.
Explore the full range of CNC mill-turning capabilities available on JunYi →
To summarize
- 3-axis CNC milling machines manufacture parts with relatively simple geometries with excellent accuracy and at a low cost.
- CNC lathes have the lowest cost per unit, but are only suitable for part geometries with rotational symmetry.
- Indexed 5-axis CNC milling machines manufacture parts with features that do not align with one of the main axes quickly and with very high accuracy.
- Continuous 5-axis CNC milling machines manufacture parts with highly complex, 'organic' geometries and smooth contours, but at a high cost.
- Mill-turning CNC centers combine the benefits of CNC turning and CNC milling into a single system to manufacture complex parts at a lower cost than other 5-axis CNC systems.
Benefits & Limitations of CNC machining
Here's a list of the key strengths and limitations of CNC machining. Use them to help you decide whether it is the right technology for your application.
Benefits of CNC machining
CNC machining can create parts with greater dimensional accuracy than most other common manufacturing technologies. During the final finishing machining steps, material can be removed from the workpiece very accurately, achieving very tight tolerances.
The standard tolerance of any dimension in CNC machining is ± 0.125 mm. Features with tighter tolerance down to ± 0.050 mm can be manufactured and even tolerances of ± 0.025 mm are feasible. That is about a quarter the width of a human hair!
CNC machined parts have excellent physical properties, identical to the bulk material. This makes them ideal for applications where high-performance is essential.
Additionally, virtually every common material with enough hardness can be CNC machined. This gives engineers the flexibility to select a material with optimal properties for their application.
The advances of modern CNC systems, CAM software, and digital supply chains have greatly accelerated the production times. Now CNC machined parts are typically ready for delivery within 5 days. This is comparable to the turnaround of industrial 3D printing processes, such as SLS.
In contrast to formative technologies (Injection Molding), CNC machining does not need any special tooling. So, the on-demand production of custom one-off parts and prototypes is economically viable. This is especially relevant for one-off custom metal parts and prototypes, where CNC is the most cost-competitive solution.
CNC machining is also a very price-competitive option for manufacturing small-to-medium volumes (from 10's to 100's). In fact, when ordering 10 identical, the unit price is cut by about 70% compared to a one-off part . This is because 'economies of scale' start to kick in: the relatively high start-up costs of CNC are spread over multiple parts.
In contrast, additive technologies (3D printing) do not scale as well for higher volumes - the unit price is relatively stable. Formative technologies (Injection Molding or Investment Casting) only make economic sense for production volumes in the 1000's - they have very high start-up costs.
Limitations of CNC machining
In CNC machining, start-up costs are mainly connected to process planning. This step requires manual input from an expert, so start-up costs are usually relatively high when compared, for example, to 3D printing, where process planning is highly automated. They are still much lower than formative manufacturing processes though (Injection Molding or Investment Casting), which require the preparation of custom tooling.
It is important to keep in mind that start-up costs are fixed. There is an opportunity to significantly reduce the unit price per part by taking advantage of 'economies of scale', as we saw above.
Being a subtractive technology, machining complex geometries come at an increased cost. It is also restricted by the mechanics of the cutting process. Parts with complex geometry either require the use of a multi-axis CNC machining system or manual labor from the machinist (repositioning, realigning etc).
To help you keep the price of CNC machined parts to a minimum, we’ve compiled a list of design tips.
Since a part is produced by removing material from a solid block, a cutting tool with a suitable geometry must exist. It should also be able to access all necessary surfaces. For this reason parts with internal geometries or very steep undercuts (for example) cannot be machined.
Holding the workpiece securely in place is essential for CNC machining and introduces certain design limitation. Improper workholding or a workpiece with low stiffness can lead to vibrations during machining. This results to parts with lower dimensional accuracy. Complex geometries might require custom jigs or fixtures.
Scaling up production
If high volumes are needed (1,000’s or more), neither CNC machining nor 3D printing are likely to be suitable options. In these cases, forming technologies, such as investment casting or injection molding, are more economically viable due to the mechanisms of economies of scale.
For quick reference, use the table below. In this simplification, it is assumed that all technologies are able to produce the geometry of the part in question. When this is not the case, CNC machining is generally the preferred method of manufacturing.
| No. of Parts | Plastic | Metal |
|---|---|---|
| 1-10 | CNC machining and RIM | CNC machining |
| 10-100 | CNC machining and RIM | CNC machining |
| 100-1000 | CNC machining (consider Injection molding) | CNC machining (consider Investment casting) |
| 1000+ | Injection molding | Investment or Die casting |
